
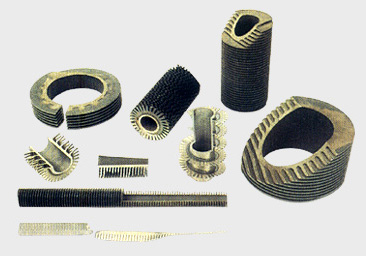
 高頻焊翅片管樣品 |
 石化Ф219×10×12000翅片管包裝待運 |
 出口Ф168×8×10000翅片管包裝待運 |
 Ф219×10×12000翅片管近觀 |
| 管外徑 Diameter of pipemm |
管壁厚 Thichness of pipemm |
翅片管長 length of fin fan pipem |
翅片高 height of fin fanmm |
翅片厚 Thickness of fin fanmm |
翅片間距 Gap of fin fan mm |
翅片齒寬 Width of tooth of fin fanmm |
| φ16-φ219 | 2-16 | 0.5-22 | 5-30 | 0.5-3 | 3-50 | 4.4-7.9 |